










Fabrička isporuka 0,35 mm - 50,8 mm HRC50-55 lagana kuglica od nehrđajućeg čelika AISI304 316 430 440, koja se koristi u ležajevima
Opis proizvoda
Kuglice od nehrđajućeg čelika otporne su na koroziju uzrokovanu sredstvima kao što su oksidirajuće otopine, većina organskih hemikalija, prehrambeni proizvodi i otopine za sterilizaciju. Umjereno su otporne na sumporne kiseline. Nemagnetska svojstva dostupna su na zahtjev. Primjene uključuju aerosole, prskalice, mehanizme za pumpe za prste, blendere za mliječne aparate, opremu za preradu hrane i medicinske primjene.
Kugla od nehrđajućeg čelika AISI 440C
Veličina: 0,35 mm - 50,8 mm
Klasa: G10, G16, G40, G60, G100, G200.
Tvrdoća: HRC56-58, kuglice od nehrđajućeg čelika Hartford 440C su pasivizirane kako bi se uklonile slobodne željezne nečistoće i olakšalo spontano stvaranje zaštitnog pasivnog filma.
Magnetski: Martenzitni čelik, magnetski
Karakteristike: visoka preciznost, dobra otpornost na koroziju, jaka otpornost na hrđu i habanje.
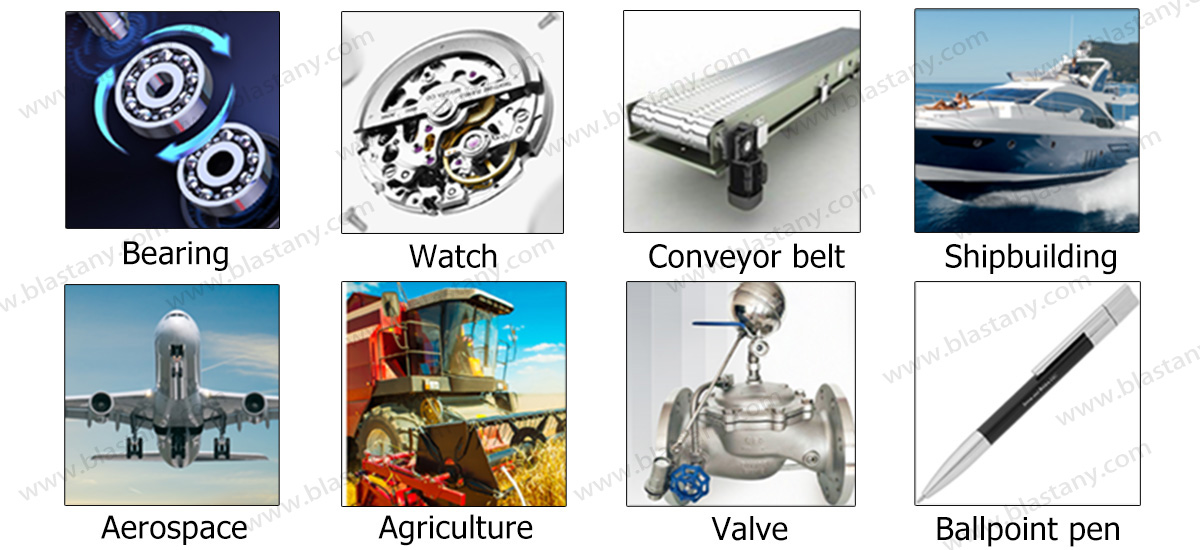
Primjene: Ležajevi, štancanje, hidraulični dijelovi, ventili, vazduhoplovstvo, zaptivke, rashladna oprema, visokoprecizni instrumenti itd.
| Hemijski sastav | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95-1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0-18,0 | 0,75 | |
Kugla od nehrđajućeg čelika AISI 420C
Veličina: 0,35 mm - 50,8 mm
Klasa: G10-G1000
Tvrdoća: HRC50-55
Magnetni: Martenzitni čelik, magnetni, dobra otpornost na hrđu, visoka tvrdoća, kuglice od nehrđajućeg čelika AISI 420 pokazuju dobre karakteristike habanja i tvrdoću. Nešto manja tvrdoća i veća otpornost na koroziju u poređenju sa 440C.
Karakteristike: Uobičajeno poznato kao nehrđajuće željezo, dobra otpornost na koroziju i žilavost.
Primjena: Sve vrste preciznih mašina, ležajeva, električne opreme, kućanskih aparata, auto dijelova itd.
| AISI 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36-0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0-14,0 | ≤0,60 |
Kugla od nehrđajućeg čelika 430
Prečnik: 1MM-50.80MM
Tvrdoća: HRC26
Klasa: G10-G1000
Karakteristike: niska cijena, slaba otpornost na hrđu.
Primjena: hardver, ukrasi, pribor, kozmetika, industrija, industrije s niskim zahtjevima za antikorozivna svojstva. Kozmetički agitatori, lakovi za nokte i ajlajneri, izmjenjivači topline, mjerni instrumenti i kuglice ventila.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0-18,0 | - |
Kugla od nehrđajućeg čelika AISI 304
Veličina: 0,5 mm - 63,5 mm
Klasa: G80-G500
Tvrdoća: ≤HRC21
Magnetni: Austenitni čelik, nemagnetni
Karakteristike: jaka otpornost na hrđu, dobra otpornost na koroziju, široko korištena, dobra otpornost na hrđu, dobar površinski efekat, certifikat zaštite okoliša.
Primjena: Kućanski aparati kao što su ventili, bočice parfema, lakovi za nokte, dječje bočice, autodijelovi, klima uređaji, električni aparati, kozmetika, klizni ležajevi, medicinska oprema, nakit i mnoge druge industrije.
| Hemijski sastav | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0-10,5 | 18,0-22,0 | |
Kugla od nehrđajućeg čelika AISI 316L
Veličina: 1,0 mm - 63,5 mm
Klasa: G80-G500
Tvrdoća: ≤HRC26
Magnetni: Austenitni čelik, nemagnetni
Karakteristike: najpogodniji za industrije sa visokim zahtjevima protiv korozije, a sposobnost protiv hrđe je vrlo jaka, odlična otpornost na koroziju (osim hlorovodične kiseline), austenitni inoks koji se ne stvrdnjava
Primjena: Kuglica od nehrđajućeg čelika AISI 316L može se koristiti za medicinsku opremu, hemijsku industriju, avijaciju, vazduhoplovstvo, plastični hardver, bočice parfema, raspršivače, ventile, lakove za nokte, motore, prekidače, pegle, mašine za pranje veša, frižidere, klima uređaje, medicinske materijale, autodijelove, ležajeve, instrumente, boce.
Kugla od nehrđajućeg čelika AISI 316L
| Hemijski sastav | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0-15,0 | 16,0-18,0 | 2.0-3.0 | |
Pakovanje proizvoda
A) Unutrašnje pakovanje: Suvo pakovanje ili uljno pakovanje se obezbeđuju prema vašim potrebama.
B) Vanjsko pakovanje:
1) željezni bubanj + drvena/željezna paleta.
2) Polietilenska vreća od 25 kg + karton + drvena paleta ili drvena kutija.
prilagođeno pakovanje.

Parametar proizvoda
| Naša kugla od nehrđajućeg čelika uključuje 440C 420C 304 316 201, hemijski sastav je sljedeći | |||||||||
| Hemijski sastav (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C nehrđajući čelik | 0,95-1,2 | 16-18 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| AISI420C nehrđajući čelik | 0,26-0,43 | 12-14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| AISI304 SS kugla | ≤0,08 | 18-22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8-10 | ---- |
| AISI316L nehrđajućeg čelika kugla | ≤0,08 | 16-18 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2.0-3.0 | 12-15 | ---- |
| AISI201 SS kugla | ≤0,15 | 16-18 | ≤1,0 | 5,5-7,5 | ≤0,045 | ≤0,03 | ---- | 0,35-0,55 | 1,82 |
| AISI430 SS kugla | ≤0,12 | 16-18 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
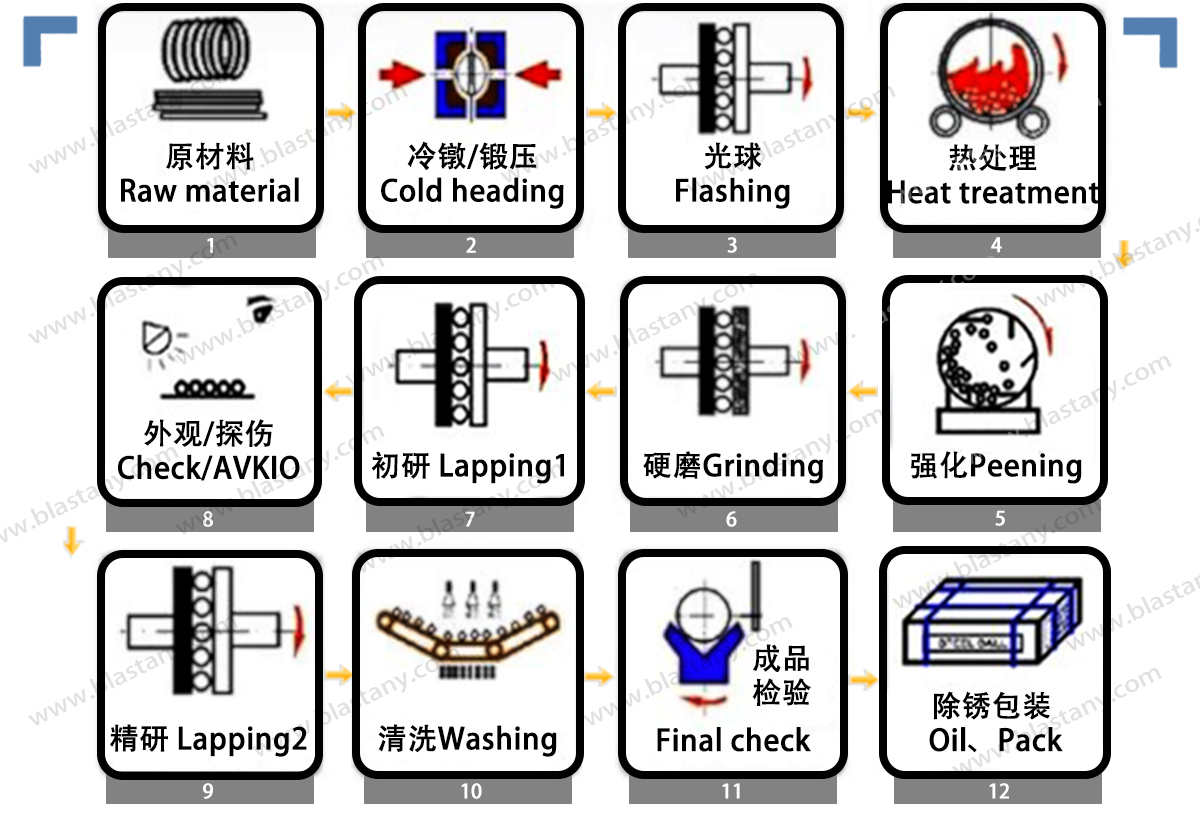
Proizvodni tokovi
Inspekcija sirovina
Sirovina dolazi u obliku žice. Prvo, sirovinu vizualno pregledavaju inspektori kvalitete kako bi utvrdili je li kvalitet na zadovoljavajućem nivou i postoje li nedostaci materijala. Drugo, provjerava se promjer i pregledavaju se certifikati sirovine.
Hladno taloženje
Mašina za hladno sabijanje reže određenu dužinu žičanog materijala u cilindrične komade. Nakon toga, dvije hemisferične polovine kalupa za sabijanje oblikuju komad u približno sferni oblik. Ovaj proces kovanja se izvodi na sobnoj temperaturi, a koristi se mala količina dodatnog materijala kako bi se osiguralo da je šupljina kalupa potpuno ispunjena. Hladno sabijanje se izvodi vrlo velikom brzinom, sa prosječnom brzinom jedne velike kuglice u sekundi. Manje kuglice se sabijaju brzinom od dvije do četiri kuglice u sekundi.
Trepće
Tokom ovog procesa, višak materijala formiran oko kugle će se odvojiti. Kuglice se nekoliko puta provlače između dvije užljebljene ploče od lijevanog željeza, uklanjajući malu količinu viška materijala dok se kotrljaju.
Toplotna obrada
Dijelovi se zatim trebaju termički obraditi postupcima kaljenja i otpuštanja. Koristi se rotacijska peć kako bi se osiguralo da svi dijelovi podnose iste uvjete. Nakon početne termičke obrade, dijelovi se uranjaju u rezervoar ulja. Ovo brzo hlađenje (kaljenje ulja) proizvodi martenzit, čeličnu fazu koja se karakterizira visokom tvrdoćom i superiornim svojstvima habanja. Naknadne operacije otpuštanja dodatno smanjuju unutarnje naprezanje sve dok se ne dostigne konačna specificirana granica tvrdoće ležajeva.
Brušenje
Brušenje se vrši i prije i poslije termičke obrade. Završno brušenje (također poznato kao tvrdo brušenje) približava kuglu njenim konačnim zahtjevima.Kvalitet precizne metalne kugleje mjera njene ukupne preciznosti; što je broj manji, to je kugla preciznija. Klasa kugle obuhvata toleranciju prečnika, kružnost (sferičnost) i hrapavost površine, što se naziva i završna obrada površine. Proizvodnja preciznih kugli je serijski proces. Veličina serije određena je veličinom mašina koje se koriste za operacije brušenja i lepanja.
Lapiranje
Leptanje je slično brušenju, ali ima znatno nižu brzinu uklanjanja materijala. Leptanje se vrši pomoću dvije fenolne ploče i vrlo fine abrazivne suspenzije kao što je dijamantna prašina. Ovaj završni proizvodni proces uveliko poboljšava hrapavost površine. Leptanje se izvodi radi dobijanja visokopreciznih ili superpreciznih kvaliteta kuglica.
Čišćenje
Operacija čišćenja zatim uklanja sve procesne tekućine i preostali abrazivni materijal iz proizvodnog procesa. Kupci koji zahtijevaju strože zahtjeve za čišćenje, poput onih u oblastima mikroelektronike, medicinske ili prehrambene industrije, mogu iskoristiti sofisticiranije opcije čišćenja kompanije Hartford Technologies.
Vizualni pregled
Nakon primarnog proizvodnog procesa, svaka serija preciznih čeličnih kuglica prolazi kroz višestruke provjere kvalitete u procesu. Vizuelni pregled se vrši kako bi se provjerile nedostaci poput hrđe ili prljavštine.
Mjerenje valjcima
Mjerenje valjcima je 100% proces sortiranja koji odvaja i premale i prevelike precizne čelične kuglice. Molimo pogledajte naše odvojenevideo o procesu mjerenja valjcima.
Kontrola kvalitete
Svaka serija preciznih kuglica se pregleda kako bi se osigurali zahtjevi za klasu u pogledu tolerancije prečnika, kružnosti i hrapavosti površine. Tokom ovog procesa, procjenjuju se i druge relevantne karakteristike poput tvrdoće i svi vizuelni zahtjevi.
Kategorije proizvoda
-

AISI1010/1015/1085 Kuglica od visoko/niskougljičnog čelika 0...
-

Najbolja cijena silicijumskih metalnih grudvica/Power 2202 3303 4...
-

Visokokvalitetna sačma od livenog čelika sa visokom otpornošću na habanje...
-

Čelične kuglice za mljevenje lijevanih metala od 10 mm do 130 mm...
-

Roza fluidizirana aluminijeva oksida PA
-

Smeđi fuzionirani aluminijum oksid visoke tvrdoće
